






常见故障:
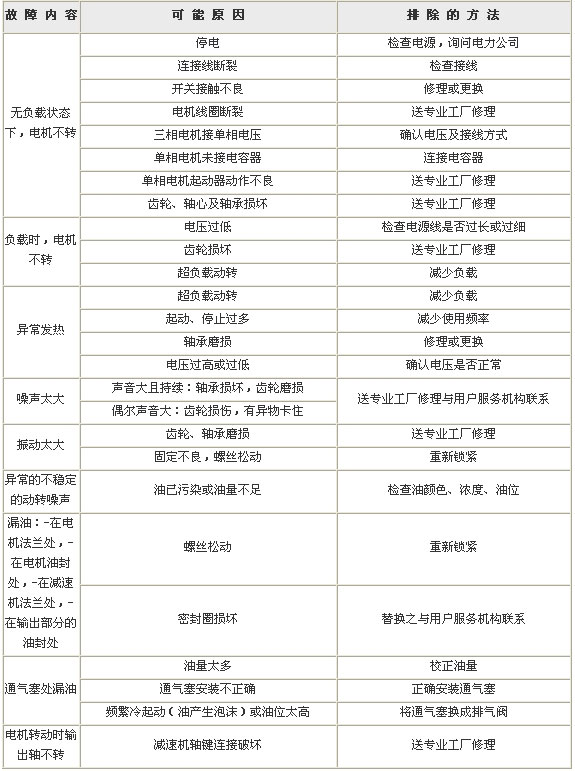
除图示故障外,由于减速机运行环境恶劣,常会出现磨损、渗漏等故障,最主要的几种是:
1.减速机轴承室磨损,其中又包括壳体轴承箱、箱体内孔轴承室、变速箱轴承室的磨损
2.减速机齿轮轴轴径磨损,主要磨损部位在轴头、键槽等
3.减速机传动轴轴承位磨损
4.减速机结合面渗漏
针对磨损问题,企业传统解决办法是补焊或刷镀后机加工修复,但两者均存在一定弊端:补焊高温产生的热应力无法完全消除,易造成材质损伤,导致部件出现弯曲或断裂;而电刷镀受涂层厚度限制,容易剥落,且以上两种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。对一些大的轴承企业更是无法现场解决,多要依赖外协修复。当代西方国家针对以上问题多使用高分子复合材料的修复方法,其具有超强的粘着力,优异的抗压强度等综合性能。应用高分子材料修复,可免拆卸免机加工既无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并大大延长设备部件的使用寿命,为企业节省大量的停机时间,创造巨大的经济价值。
而针对渗漏问题,传统方法需要拆卸并打开减速机后,更换密封垫片或涂抹密封胶,不仅费时费力,而且难以确保密封效果,在运行中还会再次出现泄漏。高分子材料可现场治理渗漏,材料具备的优越的粘着力、耐油性及350%的拉伸度,克服减速机振动造成的影响,很好地为企业解决了减速机渗漏问题。
漏油对策
1、减速机漏油的原因分析
1.1 减速机内外产生压力差
减速机运转过程中,运动副摩擦发热以及受环境温度的影响,使减速机温度升高,如果没有透气孔或透气孔堵塞,则机内压力逐渐增加,机内温度越高,与外界的压力差越大,润滑油在压差作用下,从缝隙处漏出。
1.2 减速机结构设计不合理
(1) 检查孔盖板太薄,上紧螺栓后易产生变形,使结合面不平,从接触缝隙漏油。
(2) 减速机制造过程中,铸件未进行退火或时效处理,未消除内应力,必然发生变形,产生间隙,导致泄漏。
(3) 箱体上没有回油槽,润滑油积聚在轴封、端盖、结合面等处,在压差作用下,从间隙处向外漏。
(4) 轴封结构设计不合理。早期的减速机多采用油沟、毡圈式轴封结构,组装时使毛毡受压缩产生变形,而将结合面缝隙密封起来。如果轴颈与密封件接触不十分理想,由于毛毡的补偿性能极差,密封在短时间内即失效。油沟上虽有回油孔,但极易堵塞,回油作用难以发挥。
1.3 加油量过多
减速机在运转过程中,油池被搅动得很厉害,润滑油在机内到处飞溅,如果加油量过多,使大量润滑油积聚在轴封、结合面等处,导致泄漏。
1.4 检修工艺不当
在设备检修时,由于结合面上污物清除不彻底,或密封胶选用不当、密封件方向装反、不及时更换密封件等也会引起漏油。
2、治理减速机漏油的对策
2.1 改进透气帽和检查孔盖板
减速机内压大于外界大气压是漏油的主要原因之一,如果设法使机内、机外压力均衡,漏油就可以防止。减速机虽都有透气帽,但透气孔太小,容易被煤粉、油污堵塞,而且每次加油都要打开检查孔盖板,打开一次就增加一次漏油的可能性,使原本不漏的地方也发生泄漏。为此,制作了一种油杯式透气帽,并将原来薄的检查孔盖板改为6 mm厚,将油杯式透气帽焊在盖板上,透气孔直径为6 mm,便于通气,实现了均压,而且加油时从油杯中加油,不用打开检查孔盖板,减少了漏油机会。
2.2 畅流
要使被齿轮甩在轴承上多余的润滑油不在轴封处积聚,必须使多余的润滑油沿一定方向流回油池,即做到畅流。具体的做法是在轴承座的下瓦中心开一个向机内倾斜的回油槽,同时在端盖直口处也开一缺口,缺口正对回油槽,这样多余的润滑油经缺口、回油槽流回油池。
2.3 改进轴封结构
2.3.1 输出轴为半轴的减速机轴封改进
带式输送机、螺旋卸车机、叶轮给煤机等大多数设备的减速机输出轴为半轴,改造较方便。将减速机解体,拆下联轴器,取出减速机轴封端盖,按照配套的骨架油封尺寸,在原端盖外侧车加工槽,装上骨架油封,带弹簧的一侧向里。回装时,如果端盖距联轴器内侧端面35 mm以上,则可在端盖外侧的轴上装一个备用油封,一旦油封失效,即可取出损坏的油封,将备用油封推入端盖,从而省去了解体减速机、拆连轴器等费时费力的工序。
2.3.2 输出轴为整轴的减速机轴封改进
整轴传动的减速机输出轴无联轴器,如果按照2.3.1方案改造,工作量太大也不现实。为减少工作量、简化安装程序,设计了一种可剖分式端盖,并对开口式油封进行了尝试。可剖分式端盖外侧车加工槽,装油封时先将弹簧取出,将油封锯断呈开口状,从开口处将油封套在轴上,用粘接剂将开口对接,开口向上,再装上弹簧,推入端盖即可。
2.4 采用新型密封材料
对于减速机静密封点泄漏可采用新型密封材料粘堵。减速机大修时,在接合面、端盖上涂D05硅橡胶密封胶代替早期产品,一般不会出现泄漏。如果减速机运转中静密封点漏油,可用表面工程技术的油面紧急修补剂粘堵,从而达到消除漏油的目的。
2.5 认真执行检修工艺
在减速机检修时,要认真执行工艺规程,油封不可装反,唇口不要损伤,外缘不要变形,弹簧不可脱落,结合面要清理干净,密封胶涂抹均匀,加油量不可超过油标尺刻度。
2.6 擦拭
减速机静密封点通过治理,一般是可以达到不渗不漏的,但动密封点由于密封件老化、质量差、装配不当、轴表面粗糙度高等原因,使得个别动密封点仍有微小渗漏,由于工作环境差,煤尘粘到轴上,显得油乎乎一片,所以需要在设备停止运转后,擦拭轴上的油污。
噪音处理
减速机的噪音产生主要是源于传动齿轮的摩擦、振动以及碰撞,如何有效降低及减少噪声,使其更符合环保要求也是国内外一个重点研究课题。
降低减速机运行时的齿轮传动噪声已成为行业内的重要研究课题,国内外不少学者都把齿轮传动中轮齿啮合刚度的变化看成是齿轮动载、振动和噪声的主要因素。用修形的方法,使其动载荷及速度波动减至最小,以达到降低噪声的目的。这种方法在实践中证明是一种较有效的方法。但是用这种方法,工艺上需要有修形设备,广大中、小厂往往无法实施。
经过多年研究,提出了通过优化齿轮参数,如变位系数、齿高系数、压力角、中心距,使啮入冲击速度降至最小,啮出冲击速度与啮入冲击速度的比值处于某一数值范围,减小或避免啮合节圆冲击的齿轮设计方法,也可明显降低减速机齿轮噪声。
安装
1.减速机与工作机的联接 减速机直接套装在工作机主轴上,当减速机运转时,作用在减速机箱体上的反力矩,又安装在减速机箱体上的反力矩支架或由其他方法来平衡。机直接相配,另一端与固定支架联接。
2.反力矩支架的安装 反力矩支架应安装在减速机朝向的工作机的那一侧,以减小附加在工作机轴上的弯矩。 反力矩支架与固定支承联接端的轴套使用橡胶等弹性体,以防止发生挠曲并吸收所产生的转矩波动。
3.减速机与工作机的安装关系 为了避免工作机主轴挠曲及在减速机轴承上产生附加力,减速机与工作机之间的距离,在不影响正常的工作的条件下应尽量小,其值为5-10mm。
正确的安装,使用和维护减速机,是保证机械设备正常运行的重要环节。